

Gewindeschneiden

Unterkategorie






- Sortieren nach:
- Lieblings Vom billigsten Vom teuersten
- Artikel: 28
-
Handgewindebohrersätze

-
Maschinengewindebohrersätze

-
HSS-Co. Maschinengewindebohrersätze

-
Gewindebohrer-Bits im Set

von 67.76 €
von 56 € ohne MwSt.
auf Lager
995301
Sie ermöglichen das Bohren, Schneiden einer Gewinde und Versenken der Kante in einem Arbeitsgang
-
Kombi-Gewindebohrer mit Sechskantschaft 1/4"

von 12.10 €
von 10 € ohne MwSt.
auf Lager
5301
Bohren, Gewindeschneiden und Versenken in einem Arbeitsgang
-
Handgewindebohrer DIN 352 (I+II+III)

von 11.62 €
von 9.60 € ohne MwSt.
auf Lager
361110
Set I + II + III (Vorschneiden + Mittelschneider + Fertigschneider)
-
Vorschneider DIN 352

-
Mittelschneider DIN 352

-
Fertigschneider DIN 352

-
Handgewindebohrer fine DIN 2181

von 9.20 €
von 7.60 € ohne MwSt.
auf Lager
361210
Set I + II (Vorschneider + Fertigschneider)
-
Vorschneider fein DIN 2181

-
Fertigschneider fein DIN 2181

-
HSS Machinengewindebohrer für Durchgangsgewinde, DIN 371, 376 Form B

-
HSS Maschinengewindebohrer für Sacklochgewinde, DIN 371, 376, Form C, 35° RSP

-
Maschinengewindebohrer fein - DIN 374, Form B

-
Maschinengewindebohrer fein - DIN 374, 35° RSP

-
HSS-Co. Machinengewindebohrer für Durchgangsgewinde, DIN 371, 376 Form B

-
HSS-Co. Maschinengewindebohrer für Sacklochgewinde, DIN 371, 376, Form C, 35° RSP

-
Muttergewindebohrer

-
HSS Schneideisen DIN 223

-
HSS Schneideisen DIN 223, fein

-
HSS Sechskant-Schneideisen DIN 382

-
HSS Sechskant-Schneideisen DIN 382, fein

-
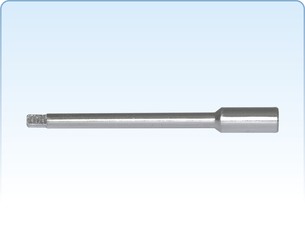
Gewindebohrerverlängerung DIN 377
-
Gewindebohrerhalter mit Knarre

von 15.73 €
von 13 € ohne MwSt.
auf Lager
369020
Einstellbar nach links, rechts oder fest drehbar
-
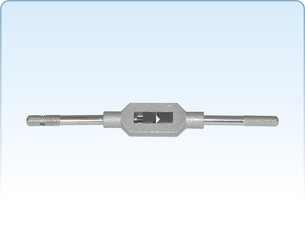
Verstellbare Windeisen DIN 1814
-
Kugelwindeisen
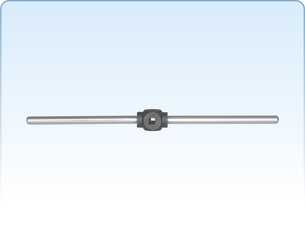
von 8.47 €
von 7 € ohne MwSt.
auf Lager
369040
Zum schnellen Spannen von Handgewindebohrern
-
Schneideisenhalter DIN 225
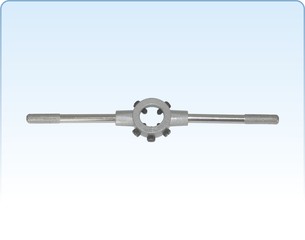
von 6.05 €
von 5 € ohne MwSt.
auf Lager
369050
Für Schneideisen geschlossen und geschnitten